|

Пайкой называют процесс получения неразъемного соединения заготовок без их расплавления путем смачивания поверхностей жидким припоем с последующей его кристаллизацией. Образование соединения без расплавления основного металла обеспечивает при необходимости возможность распая соединения. При индукционной пайке (твч пайка) паяемый участок нагревают в индукторе. Через индуктор пропускают ТВЧ, в результате чего место пайки нагревается до необходимой температуры. Для предохранения от окисления изделие нагревают в вакууме или в защитной среде с применением флюсов. Индуктор ТВЧ выполнен в виде петли или спирали из меди. Формы и размеры индуктора зависят от конструкции паяемого изделия. → Установки ТВЧ для индукционной пайки :: Купить:: Цена
Индукционная пайка ТВЧ твердосплавного инструмента 1. Подготовка корпусов инструмента (резцов, фрез и т.д.) к индукционной пайке ТВЧ Для изготовления корпусов каждого вида инструмента (резцов, фрез и т.д.) должна использоваться сталь определенного состава. Без строгого соблюдения этого требования невозможно получить инструмент высокого качества. Поэтому каждая партия стали, предназначенная для корпусов того или другого вида инструмента, должна проходить входной контроль, в результате которого устанавливается соответствие состава стали указанному в паспорте, а также количественное содержание углерода и легирующих элементов. Если сталь поставляют не в отожженном состоянии или заготовки корпусов получены ковкой, то перед механической обработкой сталь должна быть отожжена. Для ряда видов инструмента используют, стали мартенситного класса, закаливающиеся при сравнительно медленном охлаждении. При использовании для корпусов инструментов сталей, закаливающихся при медленном охлаждении, нередко инструментальные цехи заводов высказывают претензии, что и после отжига сталь очень плохо обрабатывается. Обычно это вызвано тем, что при нагреве выше критической температуры исходная структура стали, переходит в аустенит, и при недостаточно медленном охлаждении сталь вновь закаливается. При отжиге стали, следует строго соблюдать рекомендуемые для стали режимы. Перед отжигом стали, следует проверить правильность показания приборов, регулирующих температуру в печи. 
Гнездо под индукционную пайку в корпусе инструмента должно точно соответствовать пластине твердого сплава. При индукционной пайке в закрытый паз размеры гнезда должны обеспечивать заданные технологической инструкцией величины паяльных зазоров. Пластины твердого сплава выпускаются с определенными допусками по толщине, поэтому их следует сортировать на несколько групп и для каждой группы подготавливать корпуса инструмента с соответствующими размерами пазов. Шлифовка всех твердосплавных пластин с целью получения их одинаковой толщины экономически не оправдана. Кроме того, при существующем на действующих предприятиях состоянии шлифовки и стремлении к увеличению производительности шлифовка чаще всего вызывает снижение эксплуатационной прочности твердосплавных изделий. При индукционной пайке твердосплавных пластин в открытый паз величина свисания твердосплавной пластины не должна превышать 0,5—0,8 мм. Большее свисание, особенно в случае пайки твердых сплавов группы WC—TiC—Со и WC—Со с малым содержанием кобальта, вызывает образование трещин в пластинах твердого сплава при заточке. Это связано с нагревом выступающей части пластины твердого сплава при заточке под пластину твердого сплава должно быть углублено на соответствующую величину. Индукционная пайка твердосплавных пластин (ТВЧ пайка) в открытый паз должна производиться по одной плоскости, так как индукционная пайка по двум плоскостям вызывает дополнительные остаточные паяльные напряжения. При индукционной пайке твердосплавной пластины по одной плоскости, возможно, ее смещение, поэтому практически при индукционной пайке в открытый паз (например, токарных резцов) следует оставлять уступ высотой 1,5— 3 мм для фиксации пластины твердого сплава. Рисунок 1 . Индукционная пайка токарного резца (ТВЧ пайка)
При капиллярной пайке без промежуточных прокладок всегда следует стремиться к получению паяного шва максимальной толщины. В этом случае величина паяльных зазоров ограничена возможностью их качественного заполнения припоем. Требование, чтобы толщина паяного шва была не более 0,1 мм или 0,15 мм, предъявляемое при изготовлении некоторых видов инструмента ( например, металлорежущего ) не только необоснованно и ведет к снижению качества инструмента, но и вызывает большие трудности при сборке инструмента. Кроме того, инструменты, имеющие толщину паяного шва, превышающую указанную, необоснованно бракуют. При паяльных зазорах, больших, чем 0,3 мм, их качественное заполнение за счет капиллярных сил затруднено, следовательно, качество паяного шва снижается. Уменьшение толщины паяного шва приводит к увеличению остаточных паяльных напряжений в твердом сплаве и их концентрации, поэтому практически при капиллярной пайке оптимальная, толщина паяного шва лежит в пределах от 0,1 до 0,25 мм. Для получения наиболее благоприятной схемы напряженного состояния твердосплавной пластины при технологии твч пайки металлорежущего инструмента, принятой в настоящее время на действующих предприятиях (сталь марки 45, припой на основе меди, охлаждение после пайки на воздухе или в подогретом песке), соотношение толщин твердого сплава и стали должно быть 1:3. При указанном выше варианте индукционной пайки в пластинах твердого сплава отсутствуют или очень малы напряжения растяжения. Для иллюстрации на рис2. представлены эпюры остаточных паяльных напряжений, полученные при пайке образцов из стали марки 45 с образцами твердых сплавов марок ВК4, Т15К6, Т5К10 латунью марки Л63 и охлаждении на воздухе. Представленные на рис. данные о зависимости остаточных паяльных напряжений в образцах твердого T5K10 сплава от соотношения толщин твердого сплава и стали справедливы только при данном технологическом варианте пайки, поэтому рекомендованное в настоящее время соотношение толщин твердого сплава и стали 1:3 не является универсальным, так как изменение материалов или технологии пайки приводит к резкому изменению эпюр остаточных паяльных напряжений в твердом сплаве. Рисунок 2. Эпюра остаточных паяльных напряжений в образцах твердых сплавов марок ВК4, Т15К6, Т5К10 и стали марки 45, МПа, спаянных между собой при соотношении толщин твердого сплава и стали:1—1:1; 2—1:2; 3—1:3 Так, например, резкое охлаждение в масле паяного соединения из тех же материалов или замена стали марки 45, сталью 45ХНМФА при охлаждении на воздухе приводит к резкому изменению эпюр остаточных паяльных напряжений. Если при пайке образцов из твердых сплавов с образцами из стали марки 45 при соотношении толщин 1:2 и охлаждении после пайки на воздухе в поверхностном слое образцов твердого сплава ВК4 напряжения составляли плюс 363 МПа, Т15К6 - плюс 245 МПа и Т5К10 - плюс 275 МПа, то при охлаждении после пайки образцов из этих же материалов в масле напряжения резко изменились. Опорная (паяемая) поверхность паза в корпусе инструмента должна быть плоской, чтобы паяльный зазор (с учетом неплоскостности твердосплавной пластины) не выходил за пределы 0,2 мм, максимум 0,3 мм, так как при большей величине зазора при капиллярной пайке в массовом производстве неизбежны непропаи. Чистота обработки паза должна соответствовать V4—V5. В гнездах инструмента, подлежащих индукционной пайке, не допускается загрязнений окалины и следов масла или эмульсии. Поэтому корпуса инструмента после фрезеровки пазов должны храниться в чистом сухом помещении, исключающем загрязнение и образование окисной пленки. Перед индукционной пайкой корпуса инструментов должны обезжириваться в 10—15%-ном водном растворе каустической соды, нагретой до температуры 80—90°С, в течение 10— 15 мин, затем промываться в горячей воде при 80—90° С в течение 15 мин и сушиться в потоке горячего воздуха. Корпуса инструмента обезжиривают в специальных ваннах и сушильной установке, предусмотренных специально для этой цели. Для обезжиривания корпуса инструмента помещают в корзину, которую с помощью тельфера погружают в ванну с водным раствором каустической соды, затем в ванну с горячей водой, после чего передают на сушильную установку. Качество обезжиривания проверяют, смачивая поверхность корпуса инструмента водой. Если вода покрывает поверхность ровной пленкой - обезжиривание хорошее; если вода собирается каплями - поверхность не обезжирена. Хранение обезжиренных корпусов инструмента должно проводиться в сухом, чистом помещении не болеет 5—10 суток. 2. Подготовка поверхности твердых сплавов перед индукционной пайкой ТВЧ Подготовка поверхности твердых сплавов группы WC— Со с большим содержанием кобальта, применяемых главным образом при изготовлении бурового инструмента и штампов, не требуется, так как их поверхности хорошо смачиваются расплавленным припоем без какой-либо специальной обработки. Наряду с этим малокобальтовые твердые сплавы группы WC—Со и сплавы группы WC—TiC—Со не всегда хорошо смачиваются расплавленным припоем, поэтому при их пайке следует использовать высокоэффективный флюс марки Ф100.
3. Сборка под индукционную пайку ТВЧ
Сборка инструмента под ТВЧ пайку включает установку пластины твердого сплава в гнездо инструмента, ее укрепление в гнезде (это делают не всегда), дозировку припоя, нанесение флюса, фиксацию паяльных зазоров (если их величина более 0,1) и в некоторых случаях, когда паяльные зазоры больше 0,2—0,3 мм, укрепление специальных технологических накладок, препятствующих вытеканию припоя из паяльного зазора. При индукционной пайке таких инструментов, как токарные резцы, операция сборки обычно проводится паяльщиком одновременно с пайкой. Паяльщик насыпает в гнездо флюс, укладывает заранее нарезанный кусочек листового припоя, вновь насыпает флюс, устанавливает пластину твердого сплава и помещает резец в индуктор работающей высокочастотной ТВЧ установки индукционного нагрева. После расплавления припоя и его растекания паяльщик вынимает резец из индуктора твч, не давая припою затвердеть, прижимает пластину твердого сплава к корпусу и охлаждает инструмент. При пайке однолезвийного инструмента, у которого толщина паяного шва должна быть не менее 0,2 мм, и многолезвийного сборку делают заранее и подают инструмент на пайку в собранном виде. У бурового инструмента ударного действия при индукционной пайке твч в закрытый паз величину паяльного зазора фиксируют либо кернением, либо оборачивают пластину твердого сплава калиброванной проволокой. В этом случае кернение или калиброванная проволока фиксирует не только величину паяльного зазора, но и твердосплавную пластину в процессе индукционной пайки. Паяные швы толщиной более 0,3 мм без промежуточных прокладок получают методом, весьма близким к литью. Примером такой пайки могут служить Х - образные коронки для пневмоударного бурения диаметром более 100 мм, у которых толщина паяного шва должна находиться в пределах 1—1,5 мм. При сборке под индукционную пайку такого инструмента создают литниковую систему, способную удерживать расплавленный припой в некапиллярных паяльных зазорах. По существу, создание литниковой системы сводится к следующему. Флюс и припой помещают в стальную воронку, расположенную в центре коронки. Для расплавленных флюса и припоя, поступающих из воронки в центр коронки, должны быть предусмотрены свободные проходы под пластинами твердого сплава, чтобы припой, поступающий вслед за флюсом, вытеснил последний снизу. Паяльные зазоры, выходящие на боковую поверхность коронки, во избежание вытекания расплавленных флюса и припоя должны быть закрыты либо стальными технологическими накладками, приваренными к корпусу инструмента, либо специальными замазками или заделаны другими способами, обеспечивающими плотный контакт с корпусом инструмента и препятствующими вытеканию флюса и припоя. Пластины твердого сплава в многолезвийном металлорежущем инструменте, где не предусмотрено искусственное увеличение паяльного зазора, крепят с помощью технологических стенок или штырей, которые забивают в отверстия, предназначенные специально для этой цели. При заточке инструмента технологические стенки и штыри стачивают. Для пайки каждого вида инструмента необходимо определенное количество припоя. В идеальном случае дозировка должна быть такой, чтобы объем припоя, предназначенного для пайки того или другого вида инструмента, был точно равен объему паяльных зазоров и галтелей (если таковые есть). В этом случае совсем не было бы натеков припоя, которые вызывают затруднения при заточке инструмента. Объем паяльных зазоров непостоянен, так как зависит от принятых допусков при изготовлении корпуса инструмента и пластины твердого сплава. Поэтому дозировку припоя следует считать правильной в том случае, если при принятых допусках его всегда достаточно для заполнения паяльных зазоров и образования галтелей. При этом избыток припоя должен быть минимальным. С экономической точки зрения выгоднее тщательно дозировать припой, чем при заточке удалять его наплывы или получать брак по непропаю из-за недостатка припоя. При этом размеры пластины припоя должны быть несколько больше паяемой поверхности пластины твердого сплава и в процессе пайки выступать за ее пределы на 0,5—0,7 мм, обеспечивая визуальное наблюдение за процессом плавления наружных слоев трехслойного припоя. Использование припоя в виде таблеток, состоящих из 60—75% стружки припоя МНМц68-4-2 и трехкомпонентного флюса, а также порошка, который получают измельчением таблеток, дает возможность повысить производительность труда на операции пайки, но приводит к снижению качества инструмента. Для каждого вида инструмента дозированный припой должен быть подготовлен заранее, так как при выполнении этой операции непосредственно при индукционной пайке дозировку систематически не соблюдают. При индукционной пайке твердых сплавов всех марок, припоями на основе меди в качестве флюса следует использовать флюс марки Ф100, так как в этом случае другие флюсы не обеспечивают необходимой смачиваемости поверхности твердого сплава расплавленным припоем. При твч пайке припоями на основе серебра следует использовать флюсы № 284 и 209, интервал активности которых согласован с температурой плавления этих припоев. Для флюса № 284 интервал активности находится в пределах 500-850°С, для флюса № 209 - 600-850 °С. Дозировка флюсов при пайке должна обеспечивать покрытие всех паяемых поверхностей расплавленным флюсом вплоть до его вытеснения припоем. При нагреве инструмента под пайку необходимо следить непрерывно за тем, чтобы поверхности, подлежащие пайке, были покрыты флюсом и при необходимости добавлять последний. 4. Индукционная пайка ТВЧ режущего инструмента Пайку инструмента можно производить, используя различные методы нагрева. Наиболее распространен высокочастотный индукционный нагрев инструментов под пайку. Некоторое количество инструментов паяют погружением в ванну с расплавленным припоем, находящимся под слоем флюса. Небольшое количество инструментов паяют в соляных ваннах, электропечах, электроконтактным способом и с помощью газовой горелки. Наиболее перспективным способом следует считать пайку при высокочастотном индукционном нагреве, при котором в процессе нагрева возможно непрерывное визуальное наблюдение и доступ к инструменту. Рис. Индукторы ТВЧ для пайки инструмента, оснащенного пластинами из твердого сплава:
а) - резцов; б) - дисковых фрез; в) - разверток, сверл, зенкеров. При пайке погружением инструмента в ванну с расплавленным припоем твердосплавные пластины испытывают термоудар при высоких температурах, который, как будет показано ниже, весьма нежелателен. Пайка в соляных ваннах связана с тяжелыми и вредными условиями труда и не обеспечивает высокого качества инструмента. Пайка в электропечах без защитной атмосферы допустима, но сопряжена обычно с рядом трудностей, обусловленных невозможностью визуального наблюдения за инструментом в процессе пайки и отсутствием доступа к Инструменту, находящемуся в горячей зоне печи. В электропечах с защитной атмосферой с успехом паяют мелкий инструмент с предварительно закрепленными в гнездах пластинами твердого сплава. Пайка крупногабаритных инструментов (например, коронок для пневмоударного бурения диаметром более 100 мм) в таких печах при существующем уровне технологии, по-видимому, нерациональна. Электроконтактный способ может быть реализован при пайке инструмента с небольшой площадью паяного шва. Пайка газовой горелкой, предназначенной для сварки металлов, не может быть рекомендована, так как при этом создаются местные перегревы, которые отрицательно влияют на качество инструмента. В некоторых случаях газовые горелки используют для пайки вследствие отсутствия другого оборудования, например в геологоразведочных партиях, находящихся в полевых условиях. Нагрев под пайку должен проводиться медленно с тем, чтобы обеспечить сохранение исходных свойств твердого сплава, равномерный прогрев паяемых поверхностей и корпуса инструмента. Быстрый нагрев пластин из твердых сплавов вызывает неравномерное распределение температур в объеме изделия. Участки твердосплавной пластины, нагретые до более высоких температур, стремятся расшириться, а участки изделия, имеющие меньшую температуру, препятствуют этому. При высоких температурах в твердосплавной пластине возможны остаточные деформации, вызванные неравномерным нагревом. Остаточные деформации после охлаждения твердосплавной пластины вызовут остаточные напряжения. Пластины, имеющие остаточные напряжения, имеют пониженную эксплуатационную прочность при циклических нагрузках. Неравномерный нагрев инструмента под пайку может не только вызвать в твердом сплаве остаточные напряжения, но и создать предпосылки получения паяного шва неудовлетворительного качества. Здесь могут быть два одинаково неблагоприятных случая. Либо расплавленный припой затекает в паяльный паз, у которого температура поверхности ниже ликвидуса припоя, последний не успевая взаимодействовать с ней, затвердевает. При этом образуются непропаи, а прочность паяного шва получается пониженной. Если некоторые участки поверхностей, подлежащих пайке, имеют температуру, значительно превышающую температуру ликвидуса припоя, то при использовании в качестве припоев латуней происходит их обеднение цинком и нестабильность свойств паяного шва. Кроме того, неравномерный нагрев корпуса инструмента и непостоянство режимов нагрева вызывают различное изменение размеров отдельных его участков при охлаждении инструмента. Нестабильный режим деформирования паяного соединения, особенно если операция пайки совмещена с операцией термообработки, приводит к непостоянству схем напряженного состояния твердого сплава и в конечном счете к нестабильности качества инструмента. Ориентировочное время нагрева инструмента под пайку, обеспечивающее достаточно равномерный нагрев и возможность совмещения операции термообработки стального корпуса инструмента с операцией пайки, показано ниже, мин: * При частоте тока 60—70 кГц.
** При частоте тока 2,5—8 кГц.
В практике работы предприятий, изготавливающих твердосплавный паяный инструмент, неравномерный нагрев при пайке на высокочастотных ТВЧ установках индукционного нагрева является главным образом следствием двух причин: повышения производительности труда на операции пайки за счет сокращения времени нагрева инструмента вместо использования многоместных индукторов и использования высокочастотных ТВЧ установках индукционного нагрева с частотой, превышающей оптимальную. Исследования, свидетельствуют о том, что электромагнитная волна при высокочастотном индукционном нагреве наводит индукционные токи и выделяет энергию главным образом в наружном слое металлов. Большая глубина проникновения тока в горячую сталь обусловлена ее переходом в немагнитное состояние. После нагрева до температуры, превышающей точку Кюри, магнитная проницаемость стали резко уменьшается и становится равной единице. При нагреве инструмента под пайку током высокой частоты (твч) на острых углах пластины твердого сплава будет выделяться больше тепловой энергии, чем на остальных частях пластин. Неравномерность нагрева будет увеличиваться при увеличении частоты тока. Температура точки Кюри у сплавов ВК8 и Т15К6 выше, чем у стали, и составляет соответственно 890 и 975°С, а теплопроводность сплава Т15К6 почти вдвое ниже, чем у стали 45, поэтому можно ожидать, что в твердом сплаве Т15К6 будут при нагреве значительно большие градиенты, чем у стали. Для индукционной пайки твердых сплавов различных марок на заводах используют одну и ту же высокочастотную ТВЧ установку индукционного нагрева поэтому при выборе ее следует ориентироваться на наиболее неблагоприятные условия. Большие температурные градиенты отрицательно влияют на эксплуатационную прочность твердого сплава. Таким образом, как с точки зрения сохранения исходной прочности твердого сплава, так и для сквозного прогрева стали целесообразно использовать высокочастотных ТВЧ установках индукционного нагрева, имеющие минимальную частоту. С точки зрения получения инструмента высокого качества нагрев под пайку следовало бы вести на высокочастотных ТВЧ установках индукционного нагрева , имеющих частоту тока. 2,5 - 8,5 кГц. Такие высокочастотные ТВЧ установки индукционного нагрева дают более равномерный нагрев, чем установки, имеющие частоту более 60 кГц. Однако следует иметь в виду, что при пайке мелкого инструмента на установках с низкой частотой электромагнитное поле может сбрасывать пластину твердого сплава (особенно при частоте 2,5 кГц). Поэтому приходится использовать высокочастотные ТВЧ установки индукционного нагрева с более высокой, чем 2,5 кГц, частотой либо в процессе индукционной пайки пластины твердого сплава следует удерживать во избежание их смещения, что при использовании многоместных индукторов может вызвать затруднения. Для перехода исходной структуры стали в процессе нагрева под пайку в аустенит необходимо нагреть сталь до температуры выше критической точки. При высокочастотном индукционном нагреве переход исходной структуры стали в аустенит происходит при температуре, превышающей критическую на 50—80° С. Кроме того, все процессы протекают во времени, поэтому при быстром высокочастотном индукционном нагреве стали до температуры пайки исходная структура ее не всегда успевает перейти в аустенит. Практически при индукционной пайке припоями на основе меди для перехода исходной структуры стали в аустенит приходится увеличивать продолжительность нагрева при температурах, близких к температуре пайки. Для выбора времени нагрева инструмента с корпусом из стали, закаливающейся при охлаждении на воздухе, можно использовать графический метод. После нагрева инструмента до температуры пайки и его охлаждения на воздухе замеряют твердость стали, затем на оси ординат откладывают значение твердости, а на оси абсцисс - время нагрева. Рассмотрим графический метод определения времени нагрева на примере индукционной пайки металлорежущего инструмента. На графике проводят две горизонтальные линии, являющиеся границами нижнего и верхнего допустимого значения твердости (для металлорежущего инструмента значения твердости будут находиться в пределах HRC 34—40). Начальной точкой отсчета твердости является твердость корпуса инструмента в исходном состоянии. Рис. 3. Твердость стального корпуса инструмента после охлаждения с температуры пайки в зависимости от времени нагрева под пайку инструмента: 1 — мелкого; 2 — среднего; 3—крупного. Ti — оптимальное время нагрева мелкого инструмента; Та—оптимальное время нагрева среднего инструмента; Тз — оптимальное время нагрева крупного инструмента. Так как каждый завод имеет большую номенклатуру выпускаемого инструмента, то для использования данного метода инструмент можно условно разделить на три группы: инструмент с малым, большим и промежуточным сечением корпуса. В зависимости от того, к какой группе относится инструмент, могут быть получены различные зависимости твердости от времени нагрева (рис3.). Как видно из графика, с увеличением продолжительности нагрева твердость увеличивается, затем увеличение времени нагрева перестает оказывать влияние на твердость корпуса инструмента. При этом время, отвечающее началу горизонтального участка кривой, соответствует полному переходу исходной структуры стали в аустенит и необходимому времени нагрева данного вида инструмента под пайку и термообработку. Практически продолжительность нагрева должна быть на 10—20с больше, чем время, необходимое для перехода исходной структуры стали в аустенит. Дополнительные 10-20с служат полем допуска. Плавление припоя должно начинаться не ранее, чем за 5-10с до окончания времени нагрева. Для получения у корпусов различных видов инструмента одинаковой твердости необходимо сохранить постоянную скорость охлаждения, что может быть достигнуто путем различного теплоотвода. Поэтому для инструментов небольших размеров (рис. 3, кривая 1) следует увеличить продолжительность охлаждения, что достигается охлаждением инструмента в подогретом песке. Инструменты средних размеров (рис. 3, кривая 2) следует охлаждать на воздухе (не складывая в ящики). Охлаждение инструментов больших размеров (рис. 3, кривая 3) следует проводить на решетке с поддувом рассеянной струёй сжатого воздуха. На первом этапе отработки режимов пайки при освоении технологии твердость следует контролировать непрерывно. Получение заданной твердости корпуса инструмента косвенно свидетельствует о соблюдении технологического режима пайки. Отклонение твердости корпуса инструмента от заданной свидетельствует о нарушении режима пайки и служит браковочным признаком, поэтому в дальнейшем должна проводиться выборочно. Практически для пайки самого мелкого инструмента не следует использовать высокочастотные установки с частотой тока более 60—70 кГц. Для пайки инструментов больших размеров, у которых диаметр превышает 40 мм, пайку следует вести на установках, имеющих частоту 2,5—8 кГц. При пайке инструментов меньших размеров, возможно, использовать высокочастотные установки с большей частотой тока (до 60—70 кГц), однако всегда следует стремиться к пайке такого инструмента с частотой тока 8—30 кГц. Очень редко удается получить инструмент высокого качества, не совмещая операцию пайки с операцией термообработки его корпуса, поэтому нагрев инструмента под пайку должен одновременно обеспечить переход исходной структуры, стали в аустенит. Для этого обычно приходится увеличивать продолжительность нагрева инструмента под пайку, при температурах от критической точки стали до температуры пайки. При пайке в одноместных индукторах это неизбежно ведет к снижению производительности труда на операции пайки. Увеличения продолжительности нагрева инструмента под пайку с одновременным увеличением времени нагрева достигают при использовании многоместных индукторов. Особенно эффективны многоместные индукторы ТВЧ в сочетании с поворотными столами, на которых устанавливают большое число подготовленных к пайке инструментов (до 15 шт. и более). При использовании одновитковых петлевых индукторов для изготовления следует применять медную трубку диаметром 8—20 мм. Чем больше сечение паяемого инструмента, тем большего диаметра следует использовать трубку. При изготовлении индуктора трубку расплющивают так, чтобы в поперечном сечении ее меньший размер относился к большему в соотношении 1:2; 1:3. Индуктор ТВЧ изготавливают так, чтобы широкая сторона трубки была параллельна нагреваемой поверхности инструмента. Такое расположение трубки увеличивает величину зоны нагрева. Ориентировочно величина зазора между индуктором и паяемым инструментом 8— 10 мм. Практически при массовом производстве для каждого вида инструмента приходится подбирать ТВЧ индуктор индивидуально, исходя из следующих соображений. Длина многоместного индуктора должна быть такой, чтобы рабочий не имел возможности сократить заданное время нагрева инструмента под пайку вследствие того, что производительность лимитируется не установкой, а его собственными возможностями. Рассмотрим конкретный пример. Заданное время нагрева под пайку 10 мин. Пайка производится в многоместном индукторе с поворотным столом без принудительного вращения. Допустим, что для того, чтобы поправить и прижать пластину твердого сплава, извлечь инструмент из зоны нагрева и установить на поворотный стол подготовленный к пайке инструмент, рабочему требуется 40 с. Чтобы из индуктора через каждые 40 с поступал инструмент (при продолжительности нагрева 10 мин), одновременно в индукторе должно быть 600 : 40 = 15 инструментов. Заданное время должно несколько превышать необходимое для перехода исходной структуры стали в аустенит, так как небольшое увеличение продолжительности нагрева не вызовет снижения качества инструмента, в то время как уменьшение необходимого времени нагрева приведет к снижению качества последнего. Дополнительный запас времени нагрева, равный 10—15% от необходимого, служит гарантией того, что при незначительном нарушении режима работы высокочастотной установки (например, смещение индуктора) заданное время нагрева не будет уменьшено. Конфигурация индуктора должна выбираться исходя из минимального перепада температур при нагреве инструмента под пайку. Равномерность нагрева определяют экспериментально. Для этого в теле инструмента сверлят отверстия, помещают в них термопары в тонких двухканальных трубочках, служащих изолятором, замеряют в процессе нагрева температуру в различных местах инструмента и для каждой термопары строят кривую температура—время. Особое внимание обращают на то, чтобы получить минимальную разницу в показании термопар при температурах выше 700—800°С. Если перепад температур оказывается большим, изменяют форму индуктора и вновь замеряют температуру в теле инструмента. После пайки инструмент очищают от окалины и флюса. Буровой инструмент очищают виброобъемной обработкой, а металлорежущий — на дробеструйных установках, используя дробь, просеянную через сито с размерами ячейки не более 0,8 мм. Использование дроби размером более указанного приводит к выкрашиванию рабочих кромок инструмента. Снятие путем заточки поверхностного слоя с пластины твердого сплава, имеющего выкрашивания, не гарантирует отсутствие в ней трещин и микротрещин. Снятие большого слоя твердого сплава при заточке не только вызывает лишние затраты труда и бесполезный расход твердого сплава, но и отрицательно влияет на качество инструмента. 5. Контроль качества инструмента после ТВЧ пайки Качество инструмента зависит от точного соблюдения технологической инструкции его изготовления, поэтому необходимо контролировать точное соответствие используемых материалов рекомендуемым и соблюдение технологического режима пайки. Если термообработка корпуса совмещена с пайкой инструмента, то твердость корпуса является одним из основных показателей качества инструмента. По твердости корпуса можно судить о соблюдении технологического процесса пайки и термообработки инструмента, которые в свою очередь определяют уровень остаточных паяльных напряжений в твердом сплаве. Поэтому твердость инструмента должна служить браковочные признаком. Кроме твердости, браковочным признаком служат трещины в пластинах твердого сплава и несплошности паяного шва, если их протяженность превышает 5% от периметра паяного шва. При пайке по одной плоскости, например токарных резцов, непропай технологического уступа, служащего фиксатором положения пластины твердого сплава при пайке, не служит браковочным признаком. При капиллярной пайке некоторых видов инструмента следует ограничивать минимальную толщину паяного шва, которая в этом случае должна служить браковочным признаком. Так, например, у коронок для перфораторного бурения толщина паяного шва не должна быть менее 0,15 мм. Максимальную толщину паяного шва при капиллярной пайке ограничивать не следует, так как ее увеличение, с одной стороны, приводит к повышению качества инструмента, с другой—ограничено появлением непропаев, которые не только регламентированы, но и обнаруживаются без каких-либо затруднений. Рекомендации по индукционной пайке некоторых видов твердосплавного инструмента и деталей машин
1. Индукционная ТВЧ пайка коронки для перфораторного буренияДолотчатые и крестовые коронки применяются в настоящее время для ударно-поворотного бурения шпуров в горных породах. Бурение горных пород этими коронками осуществляют ручными телескопическими и колонковыми перфораторами, которые имеют следующие основные параметры режимов бурения: число ударов в секунду 30—33; энергия единичного удара 25—147 Дж. При бурении крепких и весьма крепких горных пород энергия удара гасится на пути в доли миллиметра. При этом на коронку действует усилие. Удар от поршня перфоратора к коронке передается через штангу, соединенную с коронкой посредством посадочного конуса. Большие эксплуатационные нагрузки и наличие посадочного конуса, являющегося в ряде случаев слабым звеном коронки, вызывает необходимость предъявления высоких требований к прочности всех элементов перфораторной коронки. Из практики работы известно, что надежность перфораторных коронок при эксплуатации может быть достигнута при условии сохранения исходных свойств твердого сплава, минимального уровня остаточных паяльных напряжений в твердом сплаве и получения высоких механических характеристик стального корпуса инструмента. Крестовые коронки отличаются от долотчатых главным образом расположением разрушающих горную породу лезвий. Размеры этих коронок и другие их параметры таковы, что для изготовления долотчатых и крестовых коронок можно рекомендовать одни и те же материалы и единые режимы пайки и термической обработки. Перфораторные коронки выпускают централизованно на специализированных предприятиях, поэтому разработка для их изготовления специальной технологии является актуальной, экономически оправданной задачей. В процессе решения этой задачи были удовлетворены перечисленные выше требования. Сохранение исходных свойств твердого сплава достигается тем, что при пайке и термообработке инструмента исключены быстрый нагрев и охлаждение твердого сплава. Низкий уровень остаточных паяльных напряжений в твердом сплаве достигается путем использования первого и в небольшой степени второго способа регулирования остаточных паяльных напряжений. Реализация первого способа, т.е. изменение режима деформирования паяного соединения при охлаждении после пайки, достигается путем использования сталей мартенситного класса марок 38ХНЗМФА, 18Х2Н4ВА и 18Х2Н4МА, а также совмещения операции ТВЧ пайки с операцией термообработки стального корпуса инструмента. При этом совмещение операции пайки и термообработки достигается увеличением продолжительности нагрева инструмента под пайку до 10 мин, в результате чего исходная структура стали переходит в аустенит. Коронки «после пайки охлаждают с изотермической выдержкой в печи, нагретой до температуры, превышающей начало мартенситного превращения на 50—70° С. Время выдержки в печи 1 ч, дальнейшее охлаждение на воздухе. Реализация второго способа — регулирование остаточных паяльных напряжений путем уменьшения сопротивления деформированию паяного шва - достигается за счет увеличения толщины шва до 0,1—0,25 мм и использования припоя ЛНКоМц49-9-0,2-0,2, имеющего во всем температурном интервале от его солидуса до комнатной температуры сравнительно низкий предел текучести, который не превышает половины предела его прочности. При комнатной температуре этот припой имеет высокую ударную вязкость (Он ==88- Дж/мм2) и обеспечивает надежное крепление пластины твердого сплава в корпусе инструмента. Выбранные материалы, режимы пайки и термической обработки обеспечивают сохранение исходных свойств твердого сплава, низкий уровень остаточных паяльных напряжений и получение высоких механических свойств стального корпуса инструмента. ТВЧ пайка по изложенной технологической схеме позволила полностью исключить в пластине твердого сплава, припаянной к корпусу коронки, наиболее опасные паяльные напряжения растяжения, действующие вдоль лезвия Сопоставление механических свойств сталей марки 38хнзмфа и 18Х2Н4ВА после пайки по изложенному выше режиму свидетельствует о том, что, минуя закалку в жидких средах, можно получить механические свойства, стали, близкие к предусмотренным ГОСТом. Технологический процесс изготовления перфораторных коронок начинается с входного контроля используемых материалов. Контролируют соответствие всех материалов (твердый сплав, сталь, припой и флюс), предусмотренных технологической инструкцией. Кроме того, сталь контролируют на содержание углерода и легирующих добавок, а также определяют ее твердость в состоянии поставки. Сведения об используемых материалах (завод-изготовитель, номер партии и дата выпуска) должны быть отражены в документе, сопровождающем каждую партию инструмента в процессе его изготовления. Корпуса инструмента можно изготовлять двумя способами: механической обработкой или ковкой с последующей механической обработкой. Если сталь поступает не в отожженном состоянии или заготовки корпусов коронок изготавливают ковкой, то перед механической обработкой она должна быть отожжена. Температура отжига должна строго контролироваться. Нагрев этих сталей при отжиге выше температуры превращения недопустим, так как продукты распада аустенита будут иметь высокую твердость. Пазы под пластину твердого сплава должны фрезероваться по размерам, соответствующим 10 группам. Для получения заданной толщины паяного шва, которая составляет 0,1—0,25 мм, пластины твердого сплава сортируют по толщине на 10 групп. Для твердосплавных пластин каждой группы готовят корпуса, у которых размер паза согласован с толщиной пластины. Ниже представлены размеры твердосплавной пластины и ширины паза в корпусе коронки в зависимости от группы, к которой она отнесена: № группы | Толщина пластины твердого сплава, мм | Ширина паза в корпусе коронки, мм | 1 | До 9,5 | 9,8 | 2 | 9,51—9,60 | 9,81—9,90 | 3 | 9,61—9,70 | 9,91—10,00 | 4 | 9,71—9,80 | 10,01—10,10 | 5 | 9,81—9,90 | 10,11—10,20 | 6 | 10,01—10,10 | 10,31—10,40 | 7 | 10,11—10,20 | 10,41—10,50 | 8 | 10,21—10,30 | 10,51—10,60 | 9 | 10.31-10.40 | 10.61—10.70 |
Паз под пластину твердого сплава должен иметь чистоту поверхности не ниже V4. Размеры паза контролируются и сортируются с помощью калибров.
Рассортированные по группам пластины твердого сплава и корпуса коронок должны храниться в шкафах с ячейками для каждой группы. Перед ТВЧ пайкой корпуса коронок должны быть очищены от ржавчины, смазки и грязи, а затем обезжирены. Обезжиривание корпусов коронок проводят в 10—15%-ном растворе каустической соды при температуре 80— 90° С в течение 10—15 мин. Раствор каустической соды следует готовить не позднее, чем за одни сутки до использования. После обезжиривания корпуса коронок промывают в кипящей воде в течение 15 мин, затем их просушивают в потоке горячего воздуха при температуре 60—70° С. При обезжиривании корпуса коронок помещают пазами вниз в лотки с ячейками. Перед сборкой на корпус коронки в месте пересечения образующей диаметра коронки с пазом делают специальные насечки, с помощью которых пластину твердого сплава центрируют в гнезде.  Пластина твердого сплава вместе с надетой на ее лезвие фигурной пластиной припоя вставляется в паз коронки с небольшим усилием (рис. 4). При сборке применяют молоток из латуни или меди. С обеих сторон между пластиной твердого сплава и корпусом коронки образуется паяльный зазор, величина которого не должна выходить за пределы 0,1—0,25 мм. Величина паяльного зазора контролируется щупом. Коронки под пайку и термообработку нагревают на высокочастотных установках. Высокочастотная установка должна быть оборудована специальным петлевым индуктором и вращающимся столом для непрерывной пайки коронок. Форма индуктора и положение в нем коронок должны обеспечивать равномерный нагрев всего корпуса коронки до температуры пайки. Время пребывания каждой коронки в индукторе твч (продолжительность нагрева) должно быть не менее 10 мин. Режимы работы установки подбираются экспериментально одновременно с разработкой формы и длины индуктора. Обычно в индукторе одновременно находится 15 коронок. Коронки устанавливаются на штыри вращающегося стола. Перед тем как коронка войдет в твч индуктор, на припой и пластину твердого сплава насыпается слой флюса. После расплавления припоя и заполнения всех паяльных зазоров коронка должна быть выведена из зоны нагрева. После этого твердый сплав центруется по диаметру, прижимается к основанию паза и удерживается до затвердевания припоя. Тотчас после затвердевания припоя коронка снимается со штыря вращающегося стола и помещается в методическую электропечь. Движение пода методической печи рассчитано так, что каждая коронка находится в печи в течение 1 ч. Температура в печи для коронок с корпусами из стали 38ХНЗМФА 300°С, а из стали 18Х2Н4ВА 350° С. После выхода из печи коронки охлаждаются на воздухе. Соблюдение режимов ТВЧ пайки и термообработки обеспечивает высокие механические свойства корпусов инструмента, низкий уровень остаточных паяльных напряжений в твердом сплаве и высокую эксплуатационную прочность инструмента. Остывшие коронки очищают сначала кипячением в воде 40—60 мин, затем на заточном станке удаляют наплывы припоя и проводят окончательную очистку в галтовочном барабане в среде абразивных отходов с добавлением воды. Насыпной объем изделий, загружаемых в барабан, не должен превышать 2\3 его объема. Продолжительность галтовки не менее 2 ч. После галтовки коронки промывают водой, затачивают и обрабатывают на вибрационных установках. Готовые коронки контролируют визуальным осмотром (100%) на отсутствие трещин, выкрашивание твердого сплава, несплошность паяного шва и смещения пластины твердого сплава. Корпуса коронок на твердость контролируют перед вибрационной обработкой 5% коронок, но не менее трех коронок из одной партии. Твердость определяют на боковой поверхности корпуса коронки в пяти точках, расположенных на расстоянии 5, 10, 15, 20 и 25 мм от края посадочного конуса. При измерении твердости коронка устанавливается в специальные призмы так, чтобы участок образующей, где замеряется твердость, находился в горизонтальном положении. Толщина паяного шва с обеих сторон должна составлять 0,1—0,25 мм. Припой должен заполнять паяльные зазоры равномерно без разрывов. Допускается видимая несплошность не более 5% от периметра паяного шва. Толщину паяного шва контролируют у 5% коронок, но не менее 10 коронок от партии на инструментальном микроскопе любого типа или с помощью бинокулярной лупы при увеличении не менее 20 раз. Опыт эксплуатации перфораторных коронок, показал, что в результате использования выбранных материалов для изготовления коронок, применения разработанных режимов пайки и термообработки, а также усовершенствования их конструкции стойкость нового инструмента в 2—3 раза выше применяемого ранее.
2. Индукционная ТВЧ пайка металлорежущего инструмента
Изготовление твердосплавного паяного металлорежущего инструмента рассосредоточено на многих предприятиях различных отраслей промышленности. Каждое предприятие имеет весьма широкую номенклатуру инструментов, отличающихся не только размерами, но и конфигурацией. По условиям эксплуатации к механическим свойствам большинства видов инструмента не предъявляется каких-либо требований. У некоторых видов металлорежущего инструмента оговаривается только твердость корпуса. Использование технологии, разработанной для бурового инструмента, при производстве металлорежущего инструмента оказалось невозможным, так как корпуса бурового инструмента изготавливают из стали мартенситного класса. При охлаждении с температуры пайки в этих сталях происходит интенсивный распад аустенита в узком интервале температур, сопровождающийся большим увеличением объема, что вызывает при охлаждении инструмента после пайки знакопеременное деформирование паяного соединения. При этом уровень остаточных паяльных напряжений, как в твердом сплаве, так и в паяном шве тесно связан с конструкцией и размерами инструмента. Поэтому такой режим деформирования пригоден только для определенных конструкций и размеров инструментов и не может быть использован как универсальный. Кроме того, использование для корпусов металлорежущего инструмента высоколегированных сталей чаще всего оказывается экономически неоправданным. Специфика изготовления металлорежущего инструмента вызвала необходимость создания универсальной технологии пайки и термообработки, пригодной для большинства его видов, за исключением инструментов, у которых твердость корпусов по условиям работы должна превышать HRC 40. Разрабатываемая технология должна обеспечить повышение качества инструмента путем сохранения исходных свойств твердого сплава и снижения остаточных паяльных напряжений. При этом технологический процесс, будучи пригодным, для различных конструкций и размеров инструмента не должен предусматривать использования высоколегированных дорогостоящих сталей и припоев на основе серебра. Соблюдение этих условий достигается следующим образом. Сохранение исходных свойств твердых сплавов получают путем исключения из рекомендуемых режимов пайки и термообработки быстрого нагрева и резкого охлаждения инструмента в жидких средах. Универсальность технологии, заключающаяся в получении низкого уровня остаточных паяльных напряжений при изготовлении инструментов различных конструкций, достигается путем использования способов регулирования остаточных паяльных напряжений. Способ, отнесенный к первой группе,—изменение режима деформирования паяного соединения при охлаждении после пайки, был реализован за счет использования припоя со сравнительно низкой температурой' солидуса 849° С и совмещения операции пайки с операцией термообработки корпусов инструментов. Совмещение этих операций (без закалки инструмента в жидких средах после пайки) получают при использовании для корпусов инструмента стали 35ХГСА, у которой при медленном охлаждении 50—100 град/мин распад аустенита происходит в большом температурном интервале (от 400° С до комнатной), что позволяет получить у стали и твердого сплава почти одинаковый наклон кривых «линейный размер—температура» в этом температурном интервале. Способ, отнесенный ко второй группе, - изменение сопротивления деформированию паяного шва, реализован путем разработки и использования трехслойного припоя на основе меди представляющего собой прокатанную полосу толщиной 0,8 мм. Специфика свойств материалов, выбранных для изготовления металлорежущего инструмента, в сочетании с режимами пайки и термообработки обеспечила возможность их использования при изготовлении инструментов различной формы и размеров. Рекомендуемый технологический процесс ТВЧ пайки и термообработки сравнительно прост и не требует коренной перестройки технологического оборудования на действующих предприятиях. Материалы, предназначенные для изготовления инструмента (сталь, твердый сплав, припой, флюс), должны проходить входной контроль, целью которого является подтверждение соответствия полученных материалов предусмотренным в технологической инструкции. Кроме того, сталь, предназначенную для изготовления корпусов инструмента, контролируют на содержание в ней углерода и легирующих добавок, а также определяют ее твердость в состоянии поставки. Сведения об используемых материалах (завод-изготовитель, номер партии, дата выпуска) должны иметься в документе, сопровождающем каждую партию инструмента в процессе изготовления. Механическая обработка корпусов инструмента должна проводиться лишь после отжига стали по следующему режиму: выдержка в течение 0,5—1 ч при 840—850°С, охлаждение в печи до 680° С и выдержка при этой температуре в течение 4—5 ч. Подготовка корпусов инструмента к пайке заключается в их очистке и обезжиривании и принципиально не отличается от подготовки к пайке корпусов перфораторных коронок. Подготовка припоя к пайке заключается в его дозировке. Из полосы припоя вырубают (вырезают) фигуру, соответствующую паяемой поверхности. Размеры припоя должны превышать размеры паяемой поверхности на 0,5—0,7 мм. Припои в виде листового проката дозируют исходя из того, чтобы его количество было бы достаточно для заполнения всех паяльных зазоров, а остаток припоя был бы минимальным. Конфигурация дозированной порции не имеет принципиального значения, хотя тонкий лист припоя удобнее укладывать под пластину твердого сплава. Однолезвийный инструмент под пайку собирает паяльщик на своем рабочем месте перед нагревом под пайку. Пластины твердого сплава в многолезвийном инструменте укрепляют в пазах заблаговременно. При сборке инструмента следует соблюдать величину паяльных зазоров, предусмотренных технологической инструкцией для данного вида инструмента, и следить за соответствием пластины твердого сплава и подготовленного для нее паза. При неправильном подборе форморазмеров пластин твердого сплава образуется свисание пластины над стальной опорой, к которой она припаяна. Съем больших припусков при заточке в случае свисания пластин твердого сплава больше, чем 0,3—0,5 мм, нередко является причиной образования в них трещин. Основным условием качественной ТВЧ пайки является равномерный прогрев стального корпуса инструмента. Для технологического процесса, предусматривающего совмещение операции пайки с операцией термообработки стального корпуса инструмента из стали 35ХГСА, продолжительность нагрева считается достаточной, если дальнейшее увеличение ее с последующим охлаждением на воздухе не приводит к увеличению твердости корпуса инструмента. Скорость охлаждения инструмента после пайки должна составлять 50—100 град/мин. При этом твердость корпуса инструмента на расстоянии от 3 до 20 мм от пластины твердого сплава должна находиться в пределах HRC 34—42. Заниженная твердость свидетельствует либо о неполном переходе исходной структуры стали в аустенит при нагреве, инструмента под пайку, либо о недостаточной скорости охлаждения инструмента после пайки. Другой причиной, нередко встречающейся на практике, является изготовление корпусов инструмента не из стали 35ХГСА. Завышенная твердость обычно бывает у инструментов очень небольших размеров и свидетельствует о слишком большой скорости охлаждения. 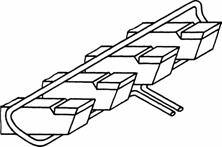 Рисунок 5. Расположение резцов в многоместном индукторе в процессе индукционной пайки твч При индукционной пайке однолезвийного инструмента (резцы, ножи к сборным фрезам и т.п.) следует использовать многоместные твч индукторы, которые позволяют, не снижая производительности труда паяльщиков увеличить время нагрева инструмента под пайку, обеспечивающее переход исходной структуры стали в аустенит. Витки многоместного индуктора должны быть смещены один относительно другого, как это показано на рис. 5. Одновременно в многоместный индуктор твч можно помещать 4—10 резцов (ножей) и более. При пайке на ламповых генераторах, имеющих час-тогу тока 60—70 кГц, выравнивание температур в поверхностном слое и в объеме корпуса инструмента проводит за счет теплопроводности, поэтому для выравнивания температур приходится уменьшать интенсивность нагрева путем снижения мощности, подаваемой на индуктор. Настройка генератора проводится одновременно с отработкой конфигурации индуктора и режима нагрева инструмента под пайку экспериментально. Нагрев под пайку следует начинать с корпуса инструмента. Перед окончанием пайки резец (нож) передвигают так, чтобы его головка оказалась в индукторе. Через несколько секунд после плавления припоя резец вынимают из индуктора твч и поправляют, если это необходимо, положение пластины твердого сплава в гнезде, прижимают пластину к основанию гнезда и удерживают до полного затвердевания припоя. С целью получения у корпусов различных видов инструмента одинаковой твердости необходимо охлаждать его с одинаковой скоростью, равной от 50 до 100 град/мин. Для этого инструмент малого размера охлаждают в подогретом песке, среднего—на открытом воздухе и большого — на решетке с поддувом рассеянной струёй воздуха. После пайки инструмент очищают на дробеструйной установке чугунной или стальной дробью, просеянной через сито с ячейками не более 0,8 мм, и затачивают, при проведении этой операции следует строго соблюдать рекомендации касающиеся режимов заточки и используемых абразивных кругов. Контроль качества инструмента проводят 100%-ным внешним осмотром инструмента после дробеструйной обработки и после заточки. Трещины в пластинах твердого сплава и корпусе инструмента, а также несплошность, превышающая 5% от общего периметра паяного шва, не допускаются. Твердость корпуса инструмента, измеренная на расстоянии 3—20 мм от пластины твердого сплава, должна находиться в пределах HRC 34—42. Весь инструмент контролируют на наличие трещин и непропаев с помощью цветной или люминесцентной дефектоскопии. При отработке режимов пайки твердость контролируют у каждого выпускаемого инструмента (100%). В дальнейшем контролю подвергают 5% от каждой партии инструмента. Наличие трещин в пластинах твердого сплава у заточенных инструментов с корпусами, имеющими твердость, не выходящую за пределы указанных допусков, свидетельствует о нарушении технологии заточки. Трещины, образовавшиеся в пластинах твердого сплава инструментов, твердость корпусов которых выходит за пределы допустимых, свидетельствует о нарушении технологии пайки. Нередки случаи, когда при люминесцентной дефектоскопии инструмента после заточки наблюдается свечение по всему периметру паяного шва. Чаще всего это результат грубого нарушения технологии заточки, вызвавшего образование пор в паяном шве вследствие выгорания цинка, что обусловлено местным перегревом в зоне контакта с абразивным кругом. Иногда о нарушении режимов заточки можно судить по прижогам, образующимся на поверхностях, контактирующих с заточными кругами. Однако чаще все образовавшиеся прижоги заточники снимают, снижая режимы заточки перед ее окончанием. Предлагаемый технологический процесс ТВЧ пайки прошел проверку на ряде предприятий при изготовлении различных инструментов, имеющих наибольшую склонность к образованию трещин в твердом сплаве при его изготовлении. Использование предлагаемой технологии пайки позволило практически полностью ликвидировать трещины в твердом сплаве при изготовлении инструмента и значительно сократить поломки при его эксплуатации, что приводит к сокращению расхода инструмента почти в два раза. Кроме того, снижение остаточных паяльных напряжений, например в токарных резцах, с 275—343 до 20—29 МПа равноценно повышению прочности используемого твердого сплава на 265— 314 МПа и в некоторых случаях позволит применять более износостойкий, но менее прочный твердый сплав 3. Индукционная пайка твердых сплавов на крупногабаритные цилиндрические детали машин Нередко возникает необходимость защиты от износа наружных и внутренних поверхностей цилиндрических деталей машин, например цилиндрических поверхностей рабочих колес и уплотнительных колес углесосов. Увеличение износостойкости таких поверхностей может быть достигнуто путем пайки на их поверхность твердосплавных колец или набора пластин. Попытка напаять твердосплавное кольцо или набор пластин твердого сплава на наружную поверхность вала (в особенности большого диаметра) приводит к тому, что при охлаждении в паяном шве образуются трещины, направленные вдоль него. Возникновение трещин обусловлено тем, что при охлаждении сокращение размеров стального вала больше, чем сокращение размеров твердосплавного кольца. Замена состава припоя, а также стали и режима охлаждения при напайке твердых сплавов на внешнюю поверхность вала диаметром 350 мм не дала положительных результатов, так как при такой конструкции практически вся деформация паяного соединения, вызванная разностью изменения размеров стального вала и твердосплавного кольца при охлаждении, должна быть компенсирована за счет деформации припоя. При этом усилия направлены перпендикулярно паяному шву. Разность изменения наружного диаметра стального вала и внутреннего диаметра твердосплавного кольца при изменении температуры от солидуса припоя до комнатной будет составлять около 2,5 мм, т.е. 1,25 мм на долю каждого паяного шва. Естественно, что никакой припой не может выдержать деформацию паяного шва в перпендикулярном к плоскости спая направлении, равную 1,25 мм без разрывов, поэтому для пайки таких деталей приходится использовать один из методов регулирования остаточных паяльных напряжений, отнесенный к четвертой группе — приложение к паяному соединению нагрузок . Этот метод заключается в том, что твердосплавные кольца или пластины напаивают не непосредственно на вал, а на тонкостенный бандаж из стали марки 45, который в горячем состоянии насаживается на вал. Перед пайкой бандаж, нагретый до температуры 400°С, одевают на графитовую пробку, имеющую наружный диаметр больший, чем внутренний диаметр бандажа. Затем на внешнюю поверхность стального бандажа на установке токов высокой частоты напаивают твердосплавные пластины или кольца. Ориентировочная толщина бандажа 4—5 мм. Толщина твердосплавных пластин или колец 3—4 мм. Охлаждение бандажа, одетого на графитовую пробку с напаянными твердосплавными пластинами или кольцами, производят в песке или графитовой крупке. При охлаждении после пайки сокращению размеров бандажа препятствует графитовая пробка, предохраняя, паяный шов от разрывов. После пайки торцы напаянного бандажа шлифуют, затем вновь нагревают в камерной электропечи до температуры 600—650° С и насаживают на вал с натягом, равным 144—230- 10-5 диаметра вала. При защите от износа внутренней цилиндрической поверхности деталей машин также используют тонкостенные бандажи, на внутреннюю поверхность которых наплавляют твердый сплав. При пайке твердосплавных колец или пластин на внутреннюю цилиндрическую поверхность бандажа во время охлаждения после пайки стальной бандаж, сокращаясь, сжимает твердосплавные изделия и паяный шов. Твердые сплавы имеют весьма высокое сопротивление сжатию и не разрушаются. Внутренние поверхности деталей машин, барабанов или труб армируют набором бандажей. В нагретую цилиндрическую деталь вставляют с соответствующим натягом холодные бандажи, на внутреннюю поверхность которых напаян твердый сплав. Описанный способ позволяет армировать набором бандажей как наружные, так и внутренние цилиндрические поверхности деталей различных машин. Каждое предприятие, изготавливающее или использующее твердосплавный инструмент, должно следить за его качеством, которое при заданной конструкции и марке используемого твердого сплава в основном определяется его эксплуатационной прочностью. Многие предприятия имеют службу технадзора, которая должна следить за расходом, правильной эксплуатацией и качеством инструмента. На большинстве предприятий эта служба не имеет сведений о том, какая часть ресурса инструмента расходуется рационально, а какая теряется непроизводительно из-за поломки твердого сплава. Отсутствие таких данных не дает возможности судить о качестве инструмента, используемого на предприятии, и его потерях от поломок твердого сплава. Кроме того, без указанных данных невозможно судить об изменении качества инструмента при усовершенствовании технологического процесса его изготовления. Поэтому служба технадзора должна ежемесячно характеризовать качество твердосплавного инструмента. Коэффициент эксплуатационной прочности, характеризующий работоспособность инструмента, в этом случае определяют, анализируя отработанный инструмент.
http://www.flipr.com.ua/ |





