|
Закалка - один из самых древних и наиболее широко известных процессов термообработки. Однако, несмотря на кажущуюся простоту процесса и обилие материала в справочной литературе, термист-практик подчас сталкивается с серьезными проблемами. Особенно часто это происходит при освоении новой продукции или при повышении требований к качеству продукции. Закалить болт М22 из стали 40Х на твердость 40-45 HRC — не проблема. Обеспечить при этом прочность по 10-му классу при производительности 120 кг/час — уже под вопросом. Заказать установку ТВЧ для закалки можно по тел./факс +7(3822) 21-19-78 или info@tesline.ru Оба эти параметра — и рост требований, и повышение гибкости производства — являются сегодня непременными атрибутами нашей жизни. Цель данной работы — используя многолетний опыт, дать термисту-практику в новых условиях гибкий и надежный инструмент, обеспечивающий достаточно простое решение сложных вопросов. Стратегический принцип компании «Накал» — обеспечивать заказчика комплектным оборудованием для термообработки, сопровождаемым надежным технологическим обеспечением. Закалочные баки — немаловажная составная часть комплектного оборудования. Постановка задачи и выбор решения Для большинства средне- и экономно легированных сталей наибольший интерес представляет закалка на масло, и наиболее распространено индустриальное И-20А. Однако наличие массы нерешенных вопросов в практике закалки привело к поиску различных путей решения. Бурное развитие некоторое время назад получили синтетические закалочные среды — водные растворы полимеров. В штучном производстве при наличии мастерства и заинтересованности термиста результаты получались прекрасные. Термист сам чувствует, когда и насколько надо скорректировать закалочный раствор, какие детали и до какой степени подрагивания крючка или клешей надо «качать», а когда положить. Задача усложняется уже при мелкосерийном производстве, когда вес садки деталей для закалки достигает 200-300 кг. И это при сменной работе персонала на фоне общего падения квалификации кадров. Здесь нужна практически ежедневная корректировка раствора, и не на глаз, а с помошью специальной аппаратуры. В противном случае достаточно легко получить как низкую твердость, так и трещины с неприемлемыми деформациями. Стоимость подобной аппаратуры начинается от 100 тысяч рублей. Обязательное условие — наличие обученного персонала, способного с высокой степенью надежности интерпретировать результаты испытаний и предпринять правильные действия. Подобные решения доступны далеко не всем, и технолог-термист зачастую остается один на один с масляным баком, «пятнистыми» деталями и справочником термиста. Из курса технологии термообработки нам известно: основная задача при закалке на масло — это снятие паровой рубашки с поверхности деталей. Справочник рекомендует обычно три решения: барботаж сжатым воздухом, возвратно-поступательное перемещение садки в масле и масляный насос. Если имеется компрессорная, выбирают первое решение. Если нет, ставят насос для циркуляции — НШ-40 или НШ-100. Если ни того ни другого — остается «произвол» термиста, работающего на тельфере. Однако первые два пути имеют свои подводные камни.
Сколько дать сжатого воздуха и в какое место бака, в зависимости от конфигурации садки совершенно не однозначно. Закаливающая способность бурно «кипящего» масла снижается — воздух прекрасный теплоизолятор. Доступные масляные насосы, обеспечивая высокое давление, чаше всего не имеют нужных нам показателей по производительности, и опять же неоднозначно, как направить поток на садку деталей. Немало важно и то, что абсолютно герметичных насосов / по приемлемой цене не существует, и проблема борьбы с подсеканием масла.
Решение между тем существует. Универсальные печи, проходные толкательные агрегаты, CHUA, пекаты, холкрофты, конструкции ЗИЛ и т.п. Все они имели мешалки масла в закалочных баках. Конечно, проблемы были, но несоизмеримо меньшие, чем при других вариантах. Основным направлением были поиск и разработка новых закалочных масел с целью расширения температурного интервала в порядке борьбы с деформациями. Сложилась уникальная ситуация: крупные предприятия, имеюшие прекрасные закалочные баки в линиях термообработки, зачастую не работают на полную мощность, а малые и средние предприятия, быстро развивающиеся в условиях растущей децентрализации и специализации производства, не имеют возможности использовать подобное оборудование. Чаше всего для большинства термистов доступны шахтные и камерные нагревательные электропечи. И не только ввиду стоимости собственно оборудования. Инженерная обвязка универсальной печи с встроенным закалочным баком, агрегатированной в комплексе с моечной машиной и отпускными печами, стоит неизмеримо больше.
Одно из условий, принятое во внимание при принятии решения, состоит в том, что наш закалочный бак должен быть гибким инструментом. Немногие наши партнеры могут сказать, что они калят одну и ту же деталь каждый день в течение года. Растут номенклатура деталей и количество обрабатываемых марок сталей.
Общее решение: наш бак должен иметь мешалку с возможностью регулирования потока масла, т.е. управляемый потокообразователь закалочного масла. В этом случае технолог должен иметь возможность легко регулировать процесс закалки. Например, на тонких деталях, где нет проблем с прокаливаемостью, создавать меньший поток для снижения деформаций, на деталях большего сечения увеличивать поток для обеспечения снятия паровой рубашки. Серьезная проблема — обеспечение равномерного снятия паровой рубашки на деталях, загружаемых в оснастку «навалом». Всем этим условиям удовлетворяет одна из идей первой половины 70-х годов, прошедшая, по странному стечению обстоятельств, незамеченной широкой общественностью термистов. Причина, возможно, кроется в том, что именно в этот период набирало темпы всеобщее увлечение водными растворами полимеров.
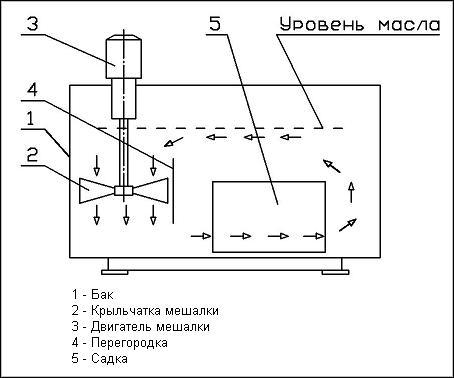
Однако в технической литературе встречались теоретические разработки, доказывавшие очевидную истину: именно ламинарный поток закалочной среды обеспечивает равномерное удаление паровой рубашки с поверхности обрабатываемых деталей. Линейная скорость потока определяет скорость охлаждения и получаемый при закалке результат. Линейная скорость потока определяется соотношением ламинарной и турбулентной составляющих. Повышение турбулентности потока ведет к снижению его ламинарности и линейной скорости. Для специалиста по плотинам, турбинам и вообще гидродинамике это очевидные, прописные истины. В приложении к технологии, имеющей двухтысячелетнюю историю, они звучат как откровения. В течение последних 20 лет автором данной работы идея реализовывалась при модернизации оборудования на 12 объектах и с обязательным положительным результатом. Доведение же до серийного продукта в отсутствие объективной потребности и производственной базы не представлялось целесообразным. Методика испытаний и обсуждение результатов В порядке инициативных исследовательских и опытно-конструкторских работ компании был изготовлен масляный закалочный бак объемом 700 л. Бак был оснащен системой регулирования температуры: нагреватели ТЭН мощностью 16 кВт, термометр сопротивления градуировки Pt100, регулятор «Термодат-10». При превышении температуры включался насос охлаждения НШ-40, перекачивающий масло через водоохлаждаемый теплообменник. Для создания управляемого потока масла бак был оснащен 4-лопастной крыльчаткой, установленной за специальной перегородкой. Крыльчатка имела привод от асинхронного двигателя переменного тока мощностью 4 кВт и с максимальным числом оборотов 930 об/мин (рис. 1). Для управления двигателем использовали фазочастотный преобразователь. Это обеспечивало возможность плавного либо ступенчатого изменения числа оборотов и, соответственно, скорости потока закалочного масла.
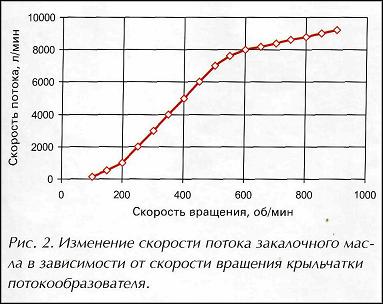
Испытания проводили на индустриальном масле И-20А. Рабочей температурой был выбран интервал 50-70 °С. Первичные испытания методом замера движения масла в потоке показали, что с увеличением числа оборотов скорость потока растет (рис. 2).
Как видно из приведенных результатов, в диапазоне от 200 до 500 об/мин имеется практически прямо пропорциональная линейная зависимость скорости потока от скорости вращения крыльчатки. Интересна и достигаемая с двигателем 4 кВт при 600 об/мин скорость потока 8 мУмин. Закономерен вопрос: каких размеров насос может это обеспечить? С повышением скорости врашения крыльчатки характер роста скорости потока меняется, прирост скорости потока с увеличением числа оборотов уменьшается, что косвенно свидетельствует об изменении характера потока масла. Для качественной оценки явления были проведены замеры гидростатического давления потока масла. Измерения проводились посредством погруженной в поток трубки, соединенной с U-образным водным манометром. Результаты приведены на рис. 3.
Как видно из приведенных результатов, при достижении и превышении 550-600 об/мин практически не меняются как скорость, так и давление потока масла.
Были проведены замеры распределения давления по сечению бака при различной частоте вращения крыльчатки. До 600 об/мин разница в давлении в разных точках потока практически не наблюдалась. С превышением указанной величины разница давления по разным точкам замера достигала 500 Па, наблюдались точки с давлением, равным атмосферному.
Естественно, следует вывод о переходе потока масла из преимущественно ламинарного в турбулентный при превышении частотой врашения величины 600 об/мин. Для рассматриваемой задачи — получения управляемого закалочного устройства с равномерными и повторимыми результатами — предположительно был необходим интервал именно преимущественно ламинарного потока.
Таким образом, для натурных испытаний управляемого потокообразователя был выбран диапазон частоты вращения крыльчатки 100-600 об/мин.
Испытания свойств устройства проводили при закалке деталей из стали 40Х в виде пластин толщиной 16 мм и с габаритами 120X200 мм. Детали загружались в жаропрочную корзину диаметром 550 мм, высотой 400 мм. Суммарная загрузка составляла 140 кг, с учетом корзины масса садки составляла 180 кг. Между деталями размешали образцы-свидетели из сталей 40Х и 30ХГСА диаметром 30 мм и длиной 50 мм. Пластины укладывались вертикально, с обеспечением возможности их омывания потоком масла, при этом в целях полной загрузки касание пластин не исключали. 
Нагрев под закалку проводили в шахтной электропечи СШиМ-6,6/9,5 с защитной атмосферой, температура нагрева — 860 °С, выдержка — 30 минут по достижении температуры. Время выдержки установили контрольным замером с помощью погружной термопары на первой садке и в дальнейшем не меняли. Перенос садки на закалку осуществлялся электротельфером, время переноса составляло в среднем 10 сек. Температура масла в момент погружения деталей составляла 50 °С, при 60 °С включался насос охлаждения масла, в дальнейшем температура масла поднималась до 70 °С, далее снижалась до установленной. Закалку опытных садок проводили при частоте вращения крыльчатки 15, 250, 350, 450 и 550 об/мин. 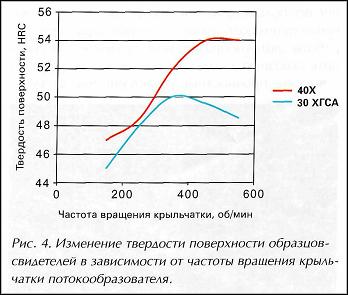
На поперечных шлифах образцов-свидетелей и выборочно деталей оценивали микроструктуры и изменение твердости по сечению. Измерение твердости проводили на твердомере «Роквелл» с нагрузкой 150 кгс. Микроструктуру оценивали после травления 5-проиентным спиртовым раствором НNОз при увеличении в 400 крат. По результатам экспериментов можно сказать, что, твердость поверхности стали 40Х с увеличением числа оборотов растет до 54 HRC при 450 об/мин и далее не меняется. Твердость поверхности стали 30ХГСА растет с увеличением числа оборотов до 350 об/мин, далее несколько снижается.
Анализ микроструктуры (рис. 7, 8) объясняет снижение микротвердости от поверхности к сердцевине. Во всех случаях имеет место появление все большего количества феррита. Его исключение путем подбора оптимальных характеристик работы потокообразователя позволяет обеспечить сквозную закалку с гомогенной твердостью и высокие прочностные характеристики деталей. 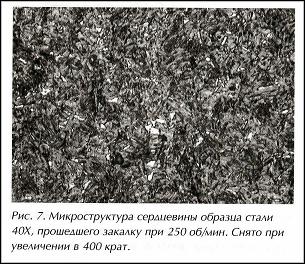
Интересен также результат по зависимости твердости от скорости потока закалочного масла: для стали 40Х оптимальный диапазон 450-550 об/мин, а для стали 30ХГСА — 350 об/мин.
Обращают на себя внимание также непривычно высокие для данных марок сталей величины твердости.
Представляется, что обнаруженные эффекты должны быть темой более подробного изучения с привлечением тонких методов исследования. 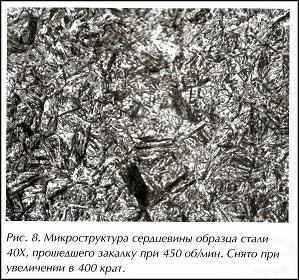
В целом испытания показали оправданность сделанного выбора. Созданный потокообразователь обеспечивает быструю, с минимальным набором измерительных средств и за минимальное время, отладку и оптимизацию процесса закалки для каждой марки стали в зависимости от конфигурации деталей и вида оснастки. В дальнейшем один раз отработанная технология обеспечивает высокую степень повторимости результатов.
Применяемый фазочастотный преобразователь показал высокую надежность в работе, простоту настройки и гибкость в управлении. Управление скоростью вращения осуществляется либо потенциометром с контролем установленной величины, либо набором тумблеров на заранее запрограммированные частоты. При этом предусматривается возможность дежурного режима — медленное перемешивание масла при разогреве для исключения локального перегрева в зоне расположения нагревателей. В течение года эксплуатации на собственном термическом производстве практически не имелось проблем с заниженной или неравномерной твердостью деталей после закалки.
Компания, исходя из стратегической линии на комплексное и максимально полное обеспечение требований заказчиков, приступила к комплектации серийных масляных ванн (масляных закалочных баков) управляемым потокообразователем закалочного масла. В. Я. Сыропятов, Е. В. Ильичев. ЗАО «НПК " Накал "»
Источник информации: Журнал "Техномир" |